
- nach Hause
- >
- Produkte
- >
- Kappen-Formen
- >
- Aufschrauben der Kappenformen



Aufschrauben der Kappenformen
marke :Focare Mould
Die HERKUNFT der Produkte :China
Die lieferzeit :60 Arbeitstage nach Bestätigung des Designs
Die fähigkeit, :500 Formensätze pro Jahr
Für das Kappendesign wollen die Menschen immer einen neuen Weg finden, aber aufgrund der Begrenzung des traditionellen Formens kann es nicht so viel herausragendes Design haben, um die Aufmerksamkeit der Menschen mit einer einzigen Farbe auf sich zu ziehen.
Mit der neuen Entwicklung der Formtechnologie, Bi-Injection, Tri-Injection ... hilft es Designern, mehr Ideen für das Design zu haben und mit einem schönen Erscheinungsbild zu kommen.
Ich glaube, immer mehr Kunden werden diese Designidee mögen und ihre eigene Marke hervorheben. Focare Mould ist ein Formenbauer, der sich auf die Entwicklung und Herstellung von zweifarbigen Formen spezialisiert hat. Wir sind hier, um Ihnen zu helfen, Ihre fantastische Idee in die Realität umzusetzen.
Gewindedesign existiert manchmal in Produkten für Montagezwecke. Es kann direkt geformt oder nach dem Formen bearbeitet werden. Bei Gewinden, die häufig demontiert werden oder stark belastet werden, sollten bei der Konstruktion von Gewindeeinsätzen die folgenden Grundsätze berücksichtigt werden:
1. Vermeiden Sie Gewinde mit einer Steigung von weniger als 0,75 mm. Vermeiden Sie Gewinde mit maximal nutzbaren Gewinden von 5 mm
2. Vermeiden Sie die direkte Bildung langer Gewinde aufgrund von Kunststoffschrumpfung, um eine Verformung der Steigung zu vermeiden
3. Vermeiden Sie Gewinde mit einer Toleranz von weniger als Kunststoffschrumpfung
4. Wenn Innen- und Außengewinde übereinstimmen, beträgt der Spalt zwischen 0,1 und 0,4 mm
5. Gewindeteile sollten 1-3 sein. Modul Steigung_
6. Die Schraubenzähne können nicht bis zum Ende des Produkts verlängert werden. Ein polierter Stab von ca. 0,8 mm sollte eingebaut werden, um die Werkzeugbearbeitung und die Lebensdauer des Gewindes zu erleichtern.
7. In einigen ähnlichen Flaschenverschlussprodukten werden vertikale Markierungen angebracht. Der Abstand sollte 1,5 mm und der Abstand auf der Trennfläche mindestens 0,8 mm betragen
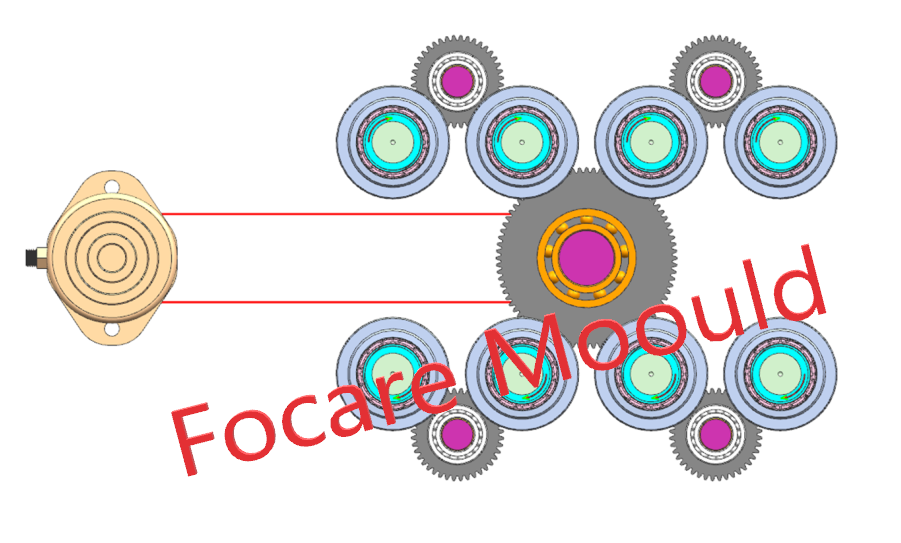
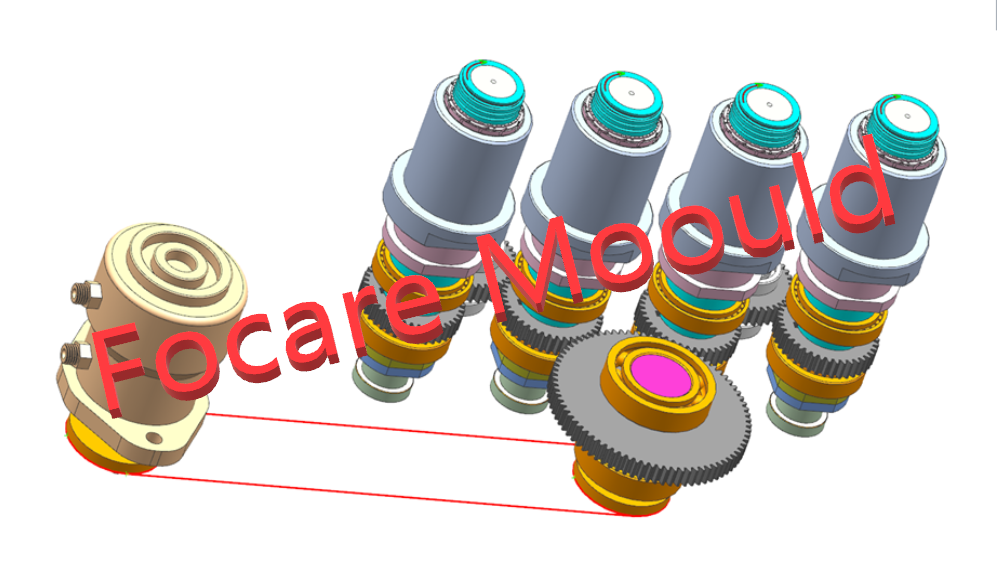
Es gibt verschiedene Möglichkeiten zum Entformen:
1. Zwangsentformung. Das Kunststoffteil wird unter Ausnutzung der Elastizität des Kunststoffteils selbst oder unter Verwendung eines elastischen Fadenkerns gewaltsam entfernt. Diese Art der Entformung wird hauptsächlich für halbkreisförmige Grobgewinde mit geringer Gewindegenauigkeit und geringer Tiefe bei einigen weichen Kunststoffen verwendet. Dies kann die Formstruktur einfach machen.
2. Manuelles Entformen. Manuelles Entformen in und aus der Form.
In-Mould: Der Gewindekern muss mit einem Spezialwerkzeug mit Vierkantloch herausgenommen werden. Anschließend wird das Kunststoffteil durch den Entformungsmechanismus aus der Kavität herausgenommen.
Außerhalb der Form: Verwenden Sie einen beweglichen Gewindekern oder -ring. Nach dem Öffnen der Form wird die Form zusammen mit dem Kunststoffteil herausgenommen und anschließend das Kunststoffteil manuell vom Gewindekern oder vom Ring abgeschraubt.
3. Entformen manövrieren. Die Hin- und Herbewegung der Öffnungs- und Schließform wird in eine Drehbewegung umgewandelt, um das Gewinde des Kunststoffteils zu lösen. Eine solche Form weist eine hohe Produktionseffizienz auf, weist jedoch eine komplizierte Struktur und hohe Herstellungskosten auf.









